























































Untuk merek yang kegagalan jahitannya bukan merupakan hasil yang dapat diterima, perbedaan antara kedua situasi tersebut perlu dipahami secara mendetail.
Standar 27,12 MHz: Mengapa Pengelasan RF Memanas Secara Berbeda
Perbedaan inti antara pengelasan RF dan ikatan termal konvensional bukan hanya efisiensi—tetapi juga arah perpindahan panas melalui material.
Metode konvensional (batang panas, pelat berpemanas, senapan panas) menerapkan energi ke permukaan material dan mengandalkan konduksi untuk membawa bagian dalam ke suhu ikatan. Untuk film tipis ini cukup berfungsi. Untuk kain laminasi TPU yang tebal dan padat yang digunakan pada perlengkapan tahan air premium, hal ini menimbulkan masalah praktis: menjadikan antarmuka interior ke suhu fusi memerlukan waktu tunggu permukaan yang cukup sehingga berisiko menghanguskan atau mengubah bentuk lapisan luar terlebih dahulu. Jarak antara "tidak cukup" dan "terlalu banyak" menyempit seiring bertambahnya ketebalan material.
Pengelasan RF melewati hal ini dengan menghasilkan panas dari dalam material daripada mengalirkannya ke dalam. Peralatan las RF profesional beroperasi pada 27,12 MHz—pita frekuensi radio ISM (industri, ilmiah, dan medis) yang dialokasikan untuk kelas peralatan industri ini. Pada frekuensi ini, medan elektromagnetik bolak-balik menyebabkan molekul polar di dalam TPU mencoba menyelaraskan kembali dengan setiap osilasi: sekitar 27 juta kali per detik. Gesekan molekuler yang dihasilkan menghasilkan panas secara seragam di seluruh zona pengelasan, pada antarmuka di mana fusi perlu terjadi, tanpa bergantung pada konduksi termal permukaan-ke-interior.
Di bawah tekanan pneumatik yang diterapkan secara bersamaan, material pada antarmuka gabungan mencapai suhu fusi dan lapisan-lapisan bergabung pada tingkat molekuler. Setelah medan dihilangkan dan material mendingin di bawah tekanan yang berkelanjutan, batas asli antara kedua panel tidak lagi ada secara struktural—zona las telah menjadi satu bagian material yang berkesinambungan. Dalam pengujian tarikan destruktif, zona ini biasanya melewati titik kegagalan kain dasar di sekitarnya. Hasil tersebut merupakan patokan praktis untuk pengelasan RF yang dilaksanakan dengan benar.
Pengelasan TPU Berkekuatan Tinggi 840D: Margin Kesalahan yang Lebih Sempit
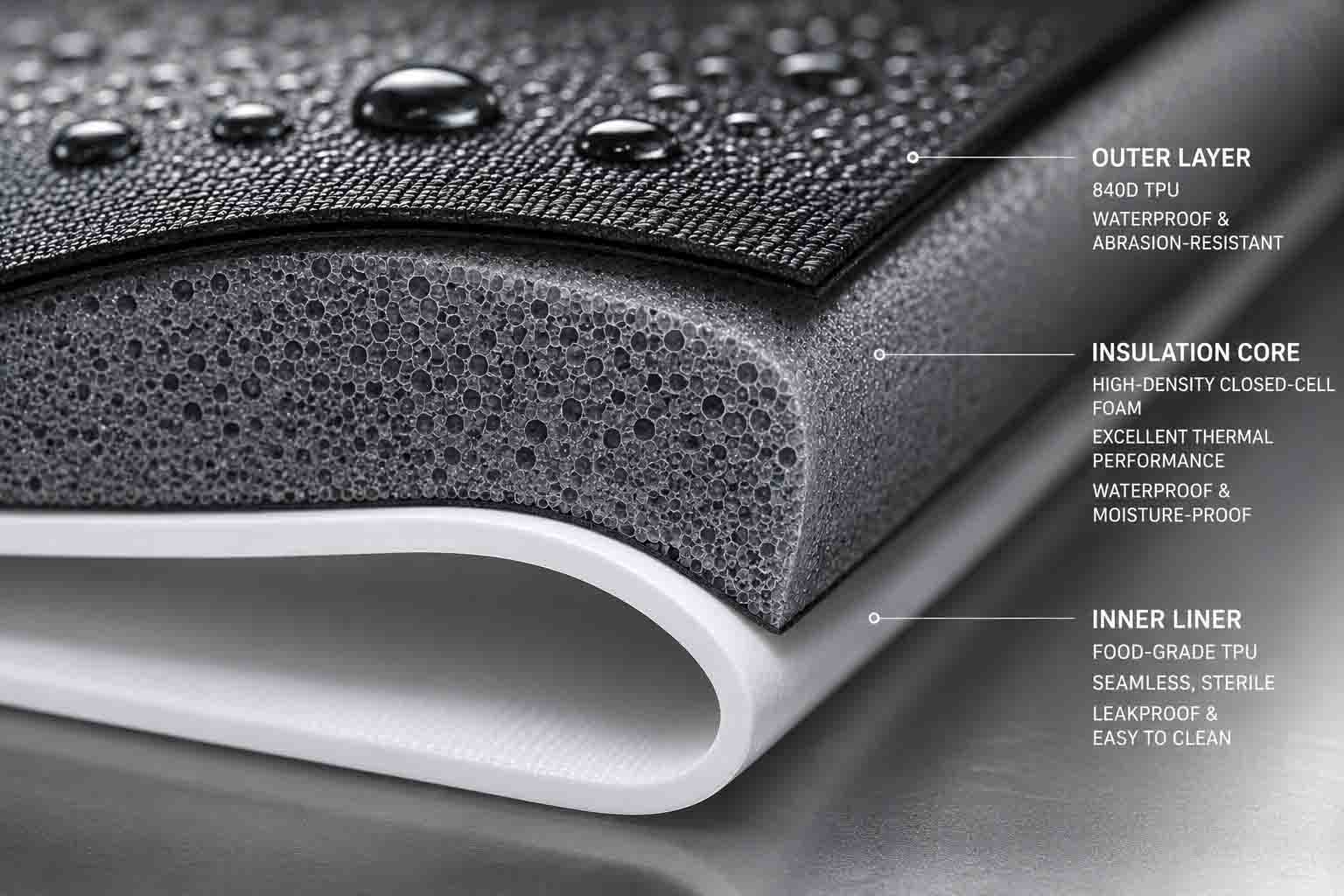
Pengelasan RF dapat digunakan pada berbagai termoplastik yang kompatibel—PVC, PET, EVA, berbagai kain berlapis PU. Untuk aplikasi luar ruangan tugas berat yang memerlukan ketahanan abrasi berkelanjutan dan integritas struktural di bawah beban, TPU berkekuatan tinggi 840 denier adalah material patokan. Ini juga merupakan salah satu yang paling menuntut kalibrasi proses.
Denier yang lebih tinggi berarti lebih banyak massa material di zona las, yang memerlukan lebih banyak energi elektromagnetik untuk mencapai suhu fusi. Kesulitannya adalah hal ini tidak hanya berarti meningkatkan kekuatan. Jendela pengoperasian—kisaran antara energi yang tidak mencukupi (fusi yang tidak sempurna, pengelasan yang rawan bocor) dan energi yang berlebihan (bahan hangus, penghalang kedap air terganggu)—menyempit seiring bertambahnya berat kain. Pengaturan daya yang bekerja dengan baik pada TPU 420D dapat menghasilkan titik dingin pada 840D pada waktu siklus yang sama, sedangkan pengaturan yang dikalibrasi untuk 840D dapat membakar material yang lebih tipis pada produk yang sama.
Mengelola hal ini memerlukan kalibrasi khusus material. Saat TPU 840D memasuki lini produksi—baik pengenalan produk baru atau kumpulan material baru dari pemasok yang sama—output daya RF, tekanan pengepresan, dan waktu siklus perlu divalidasi terhadap material spesifik tersebut: deniernya, berat lapisan TPU, dan formulasinya. Parameter ini termasuk dalam SOP yang terdokumentasi, diverifikasi pada awal setiap proses produksi. Fasilitas yang menerapkan pengaturan seragam di seluruh bobot kain tidak akan melakukan pekerjaan ini, terlepas dari bagaimana kemampuan tersebut dijelaskan.
Tiga Variabel Proses Yang Menentukan Konsistensi Produksi
Sebuah prototipe yang lulus pengujian tekanan menetapkan bahwa pengelasan yang tepat dapat dicapai. Produksi yang konsisten memerlukan pengendalian variabel yang menentukan apakah produksi dapat diulang di seluruh volume.
Presisi Perkakas Mati
Cetakan las—elektroda berbentuk yang bersentuhan dengan material dan menentukan geometri las—dimesin dari kuningan atau aluminium hingga dimensi yang dibutuhkan oleh pola jahitan tertentu. Keakuratan dimensi pada perkakas ini bukanlah masalah kedua. Permukaan cetakan yang tidak rata menghasilkan distribusi tekanan yang tidak merata di seluruh zona las, yang menghasilkan pemanasan internal yang tidak merata: titik dingin dimana material tidak mencapai suhu fusi penuh dan titik panas dimana material terlalu panas. Titik dingin menjadi titik awal kebocoran. Titik panas menjadi area penipisan material yang mengganggu integritas lapisan dalam jangka panjang.
Keausan cetakan mempunyai efek yang sama terhadap volume produksi. Permukaan kontak yang berada dalam toleransi pada awal kampanye produksi keluar dari toleransi secara bertahap. Operasi pengelasan RF yang bertanggung jawab melacak kondisi cetakan dan mengganti atau mengkalibrasi ulang perkakas sebelum keausan mempengaruhi kualitas las—bukan setelah pengujian QC mulai menunjukkan tingkat kegagalan yang tinggi.
Aplikasi Tekanan: Dua Fase, Dua Fungsi Berbeda
Tekanan pneumatik dalam pengelasan RF memiliki fungsi berbeda selama fase pengelasan aktif dan fase pendinginan setelahnya, dan keduanya penting.
Selama fase RF aktif, tekanan memastikan kontak erat antara lapisan material pada antarmuka las, memungkinkan pencampuran molekul saat TPU mencapai suhu fusi. Selama fase pendinginan setelah energi RF dihilangkan, tekanan menahan zona fusi pada posisinya sementara rantai polimer mengeras. Melepaskan tekanan sebelum zona las cukup dingin memungkinkan material yang masih lunak mengalami deformasi—menghasilkan ikatan yang lebih lemah dan ketidakkonsistenan dimensi pada tepi zona las yang menjadi titik konsentrasi tegangan yang digunakan.
Pelepasan tekanan prematur adalah salah satu jalan pintas proses yang paling umum dalam pengelasan RF volume tinggi, di mana tekanan waktu siklus menciptakan insentif operasional untuk berpindah ke bagian berikutnya dengan cepat. Lasan yang dihasilkan sering kali lolos inspeksi visual dan pengujian awal tekanan rendah, kemudian menunjukkan tingkat kegagalan yang meningkat di bawah beban berkelanjutan dan siklus fleksibel berulang di lapangan.
Waktu Siklus
Siklus pengelasan RF lengkap berjalan dalam tiga fase: pra-tekan (tekanan diterapkan sebelum aktivasi RF, memungkinkan material terpasang dengan benar di cetakan), pengelasan aktif (energi RF aktif, terjadi pemanasan dan fusi molekul), dan pendinginan di bawah tekanan (RF mati, pemadatan zona las). Setiap fase memiliki durasi optimal yang spesifik sesuai dengan ketebalan material, berat lapisan, dan geometri cetakan yang digunakan.
Pengaturan waktu ini tidak berpindah antar materi. Siklus yang dikembangkan untuk spesifikasi TPU tertentu akan melakukan pengelasan di bawah kain yang lebih berat dan berisiko melakukan pengelasan berlebih pada material yang lebih ringan yang digunakan di tempat lain dalam produk yang sama. Ketika spesifikasi material berubah di antara proses produksi—denier berbeda, bobot pelapis berbeda, batch pemasok berbeda—parameter siklus memerlukan validasi ulang, bukan asumsi kontinuitas.
Pengujian Tekanan Hidrostatis 1,0 Bar: Apa yang Sebenarnya Dikonfirmasi
Inspeksi jahitan visual mengidentifikasi cacat pada tingkat permukaan: bekas terbakar yang terlihat, celah yang jelas pada cakupan las, distorsi dimensi yang besar. Ini tidak mengidentifikasi zona interior yang kurang menyatu, rongga mikro pada antarmuka las, atau titik dingin yang bertahan dalam kondisi sekitar tetapi terbuka di bawah beban. Untuk produk tahan air dengan klaim peringkat tekanan apa pun, inspeksi visual adalah lantai, bukan langit-langit.
Uji tekanan hidrostatis 1,0 Bar adalah standar validasi untuk produk luar ruangan las RF yang serius. Satu Bar sama dengan tekanan hidrostatis kolom air setinggi 10 meter—jauh melebihi kondisi perendaman yang biasa ditemui sebagian besar produk luar ruang saat digunakan di lapangan, dan hal inilah yang membuatnya menjadi uji kualifikasi produksi yang berarti.

Prosedurnya: produk jadi dipompa hingga tekanan internal 1,0 Bar dan direndam dalam air atau ditahan di bawah tekanan selama jangka waktu tertentu. Kondisi lolos adalah nol emisi gelembung mikro dari lapisan, zona las, atau titik penutupan mana pun. Satu gelembung menunjukkan jalur kebocoran yang akan menampung air yang digunakan di lapangan, berapa pun skalanya. Tidak ada kelulusan sebagian yang dapat diterima pada tingkat tes ini.
Apa yang dikonfirmasi oleh pengujian ini lebih dari sekadar apakah unit tertentu menahan tekanan pada saat pengujian. Produk yang melewati 1,0 Bar telah memastikan fusi molekul penuh di setiap zona las, kontak cetakan yang benar di seluruh geometri lapisan lengkap, dan pendinginan yang memadai sebelum pelepasan tekanan. Tingkat kelulusan yang konsisten di seluruh proses produksi adalah bukti pengendalian proses—bukan variasi unit individual yang terjadi dalam tren positif.
Frekuensi pengujian sama pentingnya dengan tingkat keparahan pengujian. Pengujian per unit pada produk lapisan kritis memberikan cakupan produksi yang lengkap dan mendeteksi kegagalan individu sebelum dikirim. Pengambilan sampel batch memberikan keyakinan statistik dengan biaya lebih rendah tetapi memungkinkan terjadinya kegagalan individu. Protokol yang tepat bergantung pada biaya hilir dari kegagalan satu unit di lapangan—untuk produk yang satu kebocorannya menimbulkan klaim garansi dan potensi paparan merek, pengujian per unit adalah posisi yang rasional.
Mengevaluasi Kemampuan Pengelasan RF: Pertanyaan yang Membedakan Kematangan Proses
Pencegahan kebocoran pada produk kedap air yang dilas RF merupakan hasil rekayasa, bukan klaim produksi. Variabel proses diketahui, metode pengendalian ditetapkan, dan protokol pengujian yang memvalidasi hasil ditentukan dengan baik. Pabrikan dengan kemampuan asli di bidang ini akan menjelaskan operasi mereka dalam istilah spesifik tersebut.
Pertanyaan-pertanyaan yang layak ditanyakan selama evaluasi pemasok bersifat konkrit:
Bagaimana pengaturan daya RF dan waktu siklus didokumentasikan per spesifikasi material, dan apa yang memicu validasi ulang ketika kumpulan material berubah?
Bagaimana kondisi cetakan dipantau dan pada ambang batas berapa perkakas diganti?
Apakah pengujian hidrostatis dilakukan per unit atau dengan pengambilan sampel secara batch, dan pada tekanan berapa?
Bisakah mereka memberikan catatan pengujian dari produksi terbaru dari produk yang sebanding?
Ini bukanlah pertanyaan yang sulit untuk fasilitas yang benar-benar mengendalikan variabel-variabel ini. Ini adalah pertanyaan yang sangat sulit untuk fasilitas yang menjalankan peralatan las RF tanpa disiplin proses di baliknya. Jawabannya memberi tahu Anda dalam situasi apa Anda berada.